Process, equipment and basic features of AFP
AFP is the most flexible, allowing for the most complex shapes and angles, and is one of the most modern and popular composite manufacturing technologies. It emerged in response to the demand for increased manufacturing rates and process reliability: complex geometries, and the ability to meet the demands of the aerospace and aviation sectors, as well as some other industries that require vast production volumes.
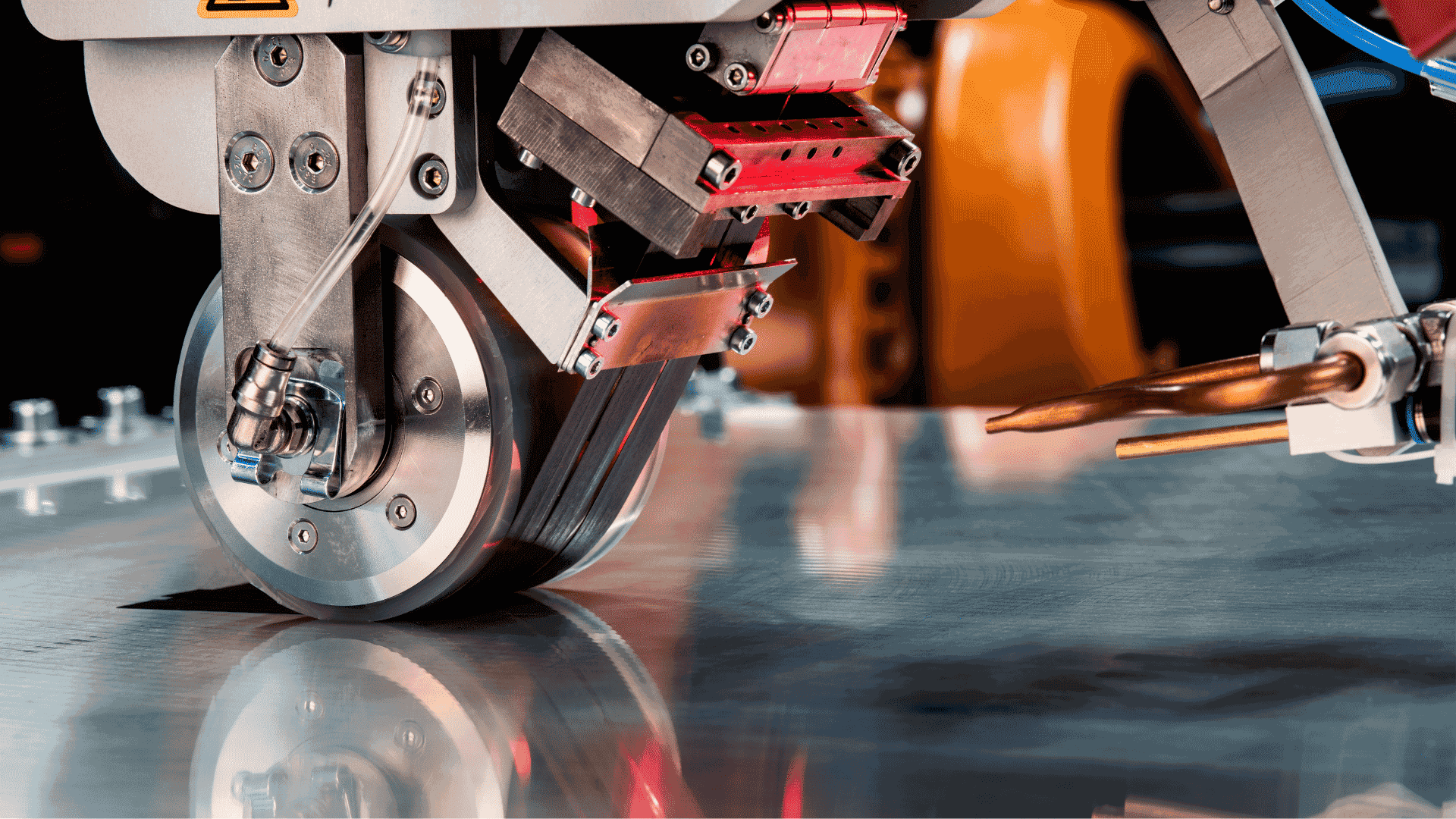
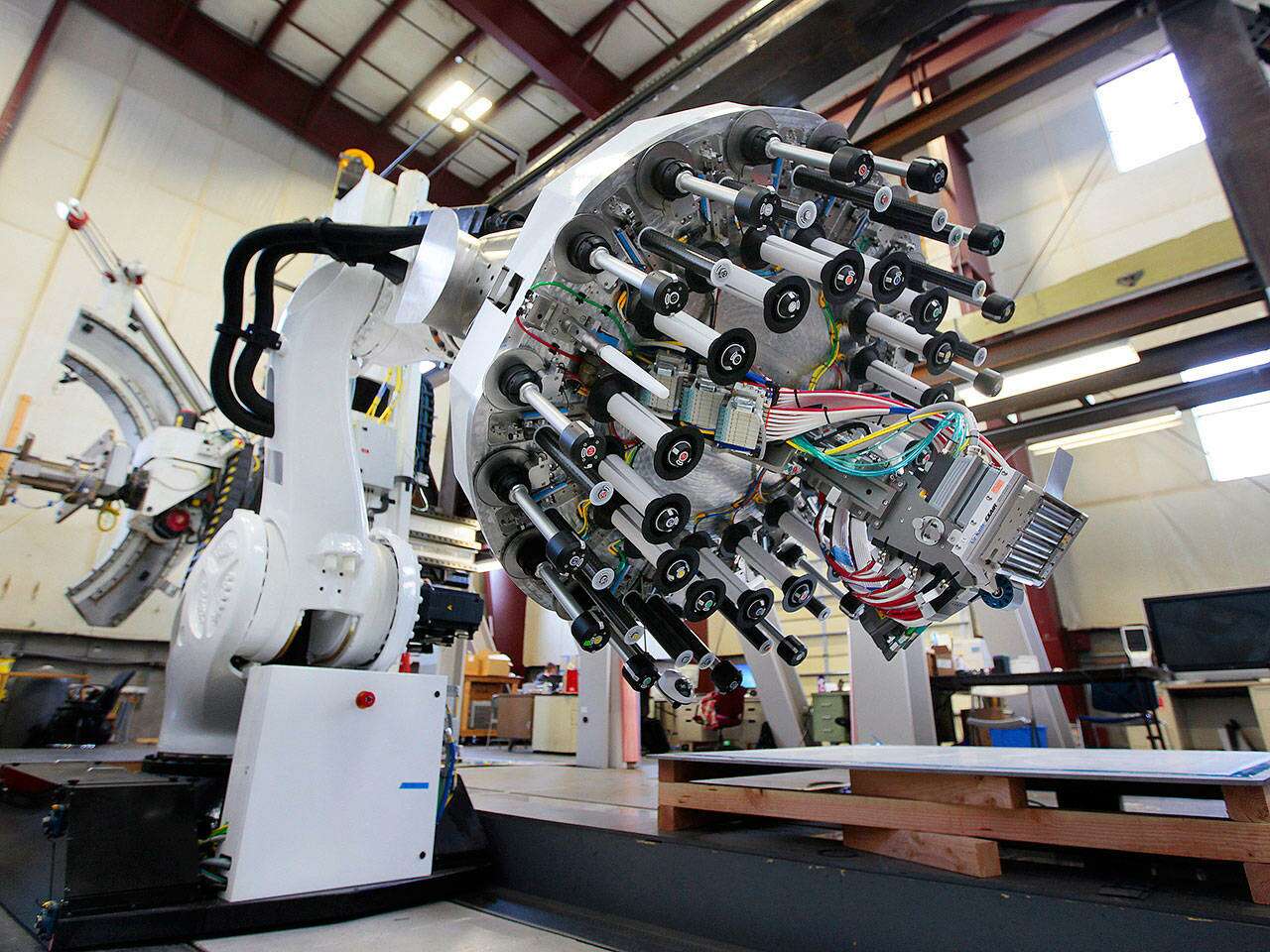
Equipment for fiber placement machines consists of a head with a compaction roller and a tape feeding system (typically holding 12-32 spools of fiber tapes), a multi-axial kinematic system holding the head, and software with a human-machine interface to guide them. The tape is fed into the headset that heats the tape with a hot gas torch, laser, etc. and presses it down.
Automated fiber placement is an additive manufacturing process fully adapted to high productivity: it uses approximately 0.3–3 cm carbon fiber tapes instead of threads (unlike in 3D printing) to increase the coverage, works on open areas, and creates complex surfaces like fuselages, oil pipes, or spaceship parts. The method provides flexible control over the process while maintaining high precision. It can work on nearly any type of surface and can repeat complex shapes and corners.
The key feature of this technology is good tolerance: in contrast to manual layup, software-controlled deposition is more accurate and does not allow gaps between the tapes or overlaps. The gaps lead to pores, while overlaps cause fiber waviness and are equally considered serious defects that have unpredictable behavior and a negative impact on the performance of the whole composite product.
The whole process requires the AFP machine itself, forms of the future surface, and an autoclave. All the technologies associated with prepreg in tapes or sheets inevitably demand autoclave post processing or some sort of cheaper substitute method.
Application cost of the technology: prepregs and autoclave
An AFP machine implies high upfront costs, both experimenting and empiric knowledge, and more time for development and production, which inevitably slows down industrial implementation. Thus, one can imagine that the prices for such machines are sky-high — they start from one million and reach dozens of millions of dollars.
AFP is used almost exclusively with continuous carbon fiber prepreg tapes. A prepreg tape is a bundle of carbon fibers pre-impregnated with a thermoset or thermoplastic polymer matrix, with a width ranging from 2.5 to 30 cm and a thickness of 0.13 mm, wound on a spool. As the technology is costly, there is no reason to use cheap materials like glass.
Also, all technologies associated with prepreg only provide a half-way product that is supposed to go to an autoclave. An autoclave is a special chamber for sintering under high pressure (close to 10 atmospheres) and high temperature (starting from 120 C). The process normally takes several hours.
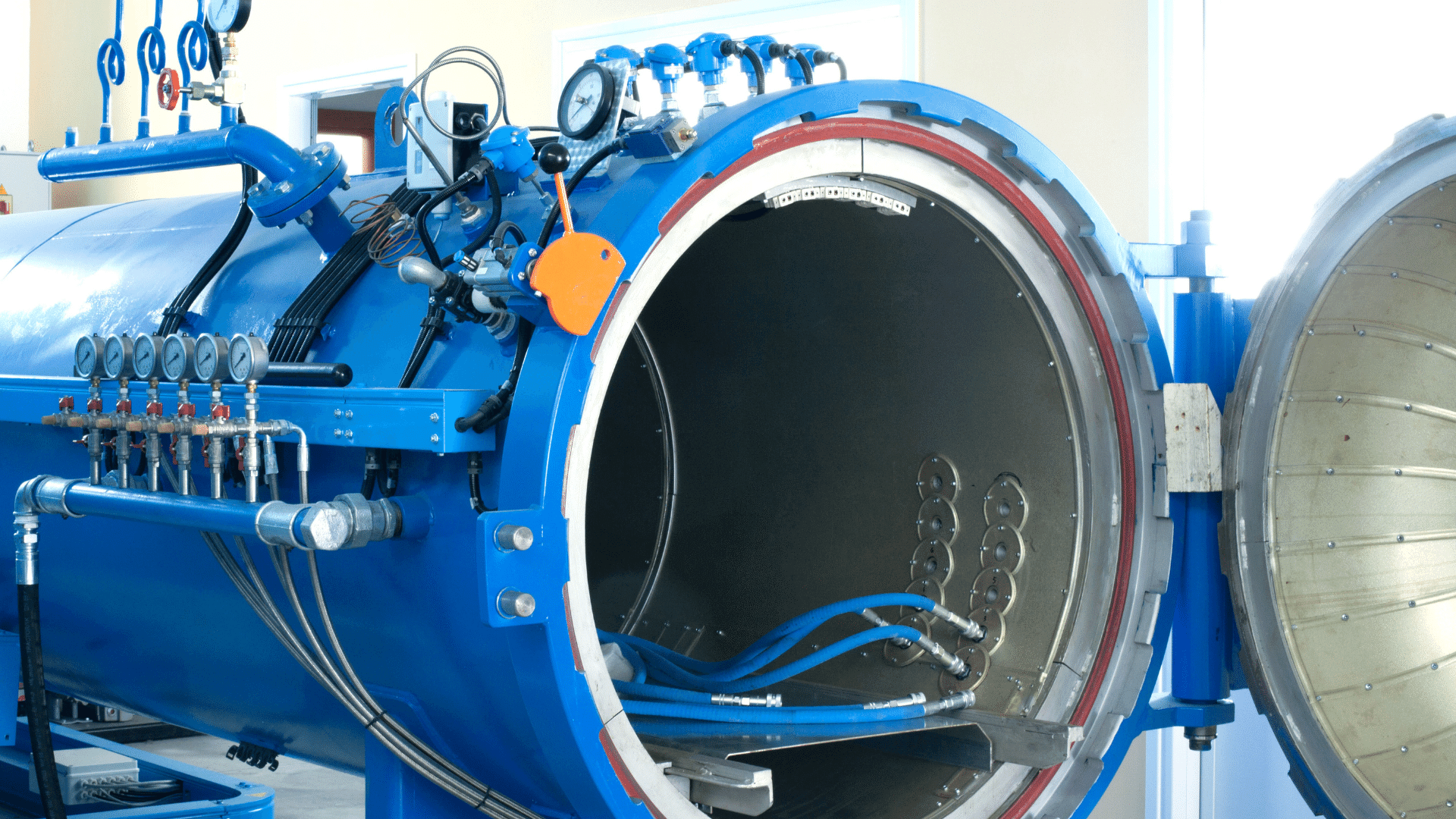
This is another costly step to add to AFP, though the quality of such composite products is very high. There are very few industries and even fewer businesses that can afford both AFP and post-processing, but it is suitable for a great number of applications.
Common challenges using Automated Fiber Printing
AFP naturally has several limitations: flat fiber tapes do not allow flexible fiber steering or allow it to a very limited extent of curvature, as there is risk of wavines that causes all sorts of unpredictable defects:
— ovelaps
— gaps
— unstable fiber/matrix volume ratio
— discrepancy in thicknesses.
The lack of flexibility in fiber path trajectories is the main reason for mechanical post processing, which is not exactly compatible with the structure of composite materials.
AUTOMATED TAPE LAYING (ATL) VS AFP
As mentioned above, there is another technology that is almost similar to AFP: Automated Tape Laying (ATL).
ATL utilizes a single wide prepreg tape — around 30 cm — to layup simple or flat parts, with a deposition rate even faster due to the material — wide tapes cover more area quicker, but at the cost of less sophisticated contours. AFP in turn uses 2.5–24 cm wide tapes and is capable of providing very complex shapes, but is slower compared to ATL and inevitably more expensive.
As the prepreg tapes for ATL are even wider, the technology faces all the above stated challenges to a greater extent, which limits the application range. However, it is a fair trade off for the scale of components and the production rates.
Current trends in automated composites production
There is a whole group of technologies that strive to bridge the gap between the high precision composite manufacturing and the need to provide industrial volumes of composites while offering an affordable price. Vacuum infusion (manual layup of large pieces of carbon fiber fabric on a mold and infusing them with epoxy), for instance, does not require autoclave molding and does not imply costly machinery. However, directional (anisotropic) composites and quasi-isotropic composites are two very different stories.
There are some experiments in the industry to combine different technologies and successfully implement both 3D printing and AFP in one functional automotive component.
With all the above said, the increasing demand for faster deposition rates, the emergence of new materials and composites, as well as the downward pressure on cost will fuel the growth of AFP. Pundits predict the shift from thermosets to thermoplastics and advanced head construction will allow even more flexibility and accuracy for complex shapes and surfaces.
Educate yourself further with our online training courses.